补偿接触式密封装置介绍
在回转式预热器转子隔板上的传统密封,在随转子转动时,径向密封、轴向密封与扇形板、轴向圆弧板之间必然存在一定的间隙,在转子受热后间隙不断加大,而补偿式接触密封装置在转子启动后,补偿接触式密封片与扇形板进行接触形成密封面,密封片与扇形板贴合,弥补了传统密封存在的间隙,隔绝空气与烟气的相互流通,减少烟气里的含氧量,使空气预热器的漏风率降低。基于补偿接触式密封是一项控制漏风率的新技术,我公司拟采用补偿接触式密封系统以降低空预器漏风率,提高锅炉效率,实现公司长周期节能降耗。
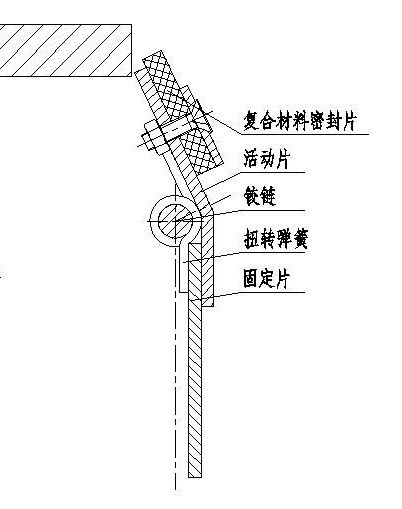
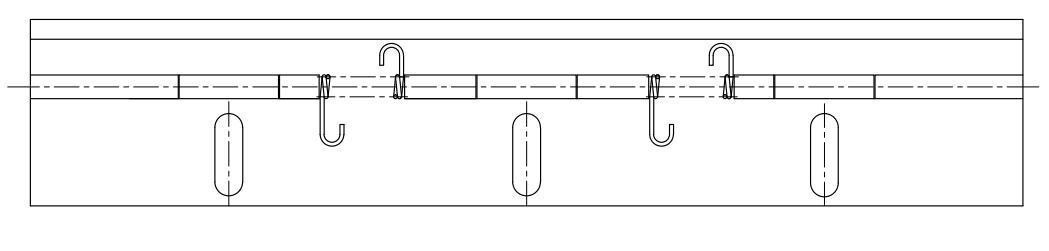
(一)、补偿密封装置的工作原理:
密封片分别装在转子的径向、轴向隔板上,就是用螺栓紧固密封片,和转子的径向隔板固定成一体。由于安装时高出扇形板面,在转子启动后,密封片随之转动与扇形板进行接触形成密封面,密封片通过扇形板时密封片动叶被下压与扇形板形成无间隙接触进行密封,当密封片转出扇形板后通过自复位弹簧自行复位,恢复原状周而复始依次进行,在空气预热器随机组运行一定周期后,随密封片的磨损,可通过密封片上的自复位弹簧进行自动补偿,密封片和扇形板始终保持良好的接触密封,从而可以达到良好的密封效果,在密封片与扇形板接触摩擦时由密封片上的石墨不断的对其进行润滑,减小摩擦系数。以保证密封片和扇形板始终保持良好的贴合。


径向

轴向
(二)、补偿接触式密封装置材料
I、弹性元件采用inconel 286, Inconel 286合金具有以下特性:Inconel 286 在700℃以下具有良好的耐腐蚀和抗氧化性能,650℃以下具有较高的强度,540℃以下具有较好的耐松弛性能,同时还具具有良好的耐蚀性和蠕变断裂强度,力学性能好,应用十分广泛,。
II、密封片静叶(固定片)片材质热端动静密封片为考登钢3mm厚、铰链为1Cr18Ni9Ti;冷端动、静叶片材质为考登钢、3mm厚、如上脱硝后冷端动叶片材质为1Cr18Ni9Ti;扭转弹簧材质为286、直径为2mm耐高温650℃;复合密封材料为石墨、5mm厚;沉头螺栓及螺母材质为1Cr18Ni9Ti、直径为5mm。沉头螺栓进行焊接处理以防脱落。产品的一般使用寿命为5年以上
(三)、补偿接触式密封装置的特点:
1、密封元件与扇形板板形成无间隙密封面,且对主轴电机驱动影响甚小,不浪费额外的电机功率。
2、采用弹性连接技术,适应高温,多粉尘,含硫等恶劣环境中运行。
3、密封元件采用弹性连接之后,在机组任何负荷下转子产生的变形,都能自动适应调整和补偿。
4、密封间隙可调,且在系统长时间运行过程中,密封间隙保持恒定不变。
5、设计结构简单可靠不改变预热器原有结构,只需一次安装调整,即可使系统长时间运行。
6、系列化,组件化,模块化生产,简化现场安装工艺,缩短改造工期。
结论
空气预热器进行的密封改造,使漏风率降低,锅炉效率提高,提高空预器运行的安全可靠性。
空气预热器密封改造实施方案
在空气预热器转子48道径、轴向隔板的钢质密封另一侧,增装补偿接触式密封片,补偿式密封使用螺栓固定于径向、轴向转子隔板上,在预热器转子受热后补偿式密封与转子隔板同时发生变形,补偿接触式密封片与扇形板形成无间隙密封运行,再加上转子隔板上原有的钢质密封片,就形成了双道密封,补偿接触式密封带有自复位弹簧,在可以满足不同温度下密封的效果,大大降低了预热器的漏风率及空气预热器的安全运行,使机组在任何负荷下漏风率都控制在≤5%以内。
实施方案
1、在预热器转子48道径、轴向隔板上增加补偿接触式密封,保留原有刚性密封,使转子密封形成96道密封。
2、在安装补偿接触密封时不得损坏钢质密封片,不得损伤压板和筋板。(补偿接触式密封片长450mm、宽145mm、分6-12片安装)
3、预热器密封安装顺序为:补偿接触式密封片―径、轴向隔板―钢质密封板―压板。
4、径向密封在烟气侧设定标尺,在预热器的壳体和中心筒上焊接标尺并要保证水平,并在转子上接好地线,防止焊接时形成短路,损伤轴承。
5、安装一组外观完好的密封板,做为基准片。
6、设置密封片测量点,径向密封在每一道密封上选5点,手动盘车,径向密封测量与冷端扇形板之间间隙,轴向密封测量与弧形板在烟气侧和空气侧测量间隙,使预留间隙达到标准值。
7、将调整好间隙的径向密封片,手动盘车转至与标尺在同一垂直平面上,然后固定标尺(标杆端面为槽钢制作),使密封片与标尺端面完全接触。
8、安装结束后手动盘车,使每条密封片安全可靠的通过标尺,无任何卡涩,确认后拆除标尺。
工期
随机组检修同步进行,自机组停运1天后算起,漏风治理总工期(包括调试)不超过20天,净工期控制在15天。
|